
De-Risking the Critical Path in FPSO and FLNG Execution Schedule: part 1 - Hull
Floating Production Storage and Offloading (FPSO) units and Floating Liquefied Natural Gas (FLNG) facilities are among the most complex offshore assets in the energy industry. Their execution schedules span multiple years and involve intricate coordination across engineering, procurement, construction, commissioning, and offshore hook-up phases.
These floating giants are not only engineering marvels but also massive in scale. A typical FPSO can exceed 100,000 metric tons in dry weight, while some FLNG units—such as the Prelude FLNG—can surpass 260,000 metric tons. For comparison, the USS Gerald R. Ford, the largest U.S. aircraft carrier, has a full load displacement of around 100,000–110,000 metric tons. This means that FLNGs are more than twice the size of a modern supercarrier, underscoring the logistical and technical challenges involved in their construction and deployment.
Understanding and managing the critical path is essential to ensure timely delivery and mitigate risks that could delay first gas or oil. This article outlines key critical path elements and proposes de-risking strategies based on lessons learned from previous projects and yard workload estimations.
Evaluating the Critical Path
Critical path evaluation can be approached through two lenses:
- Historical data from previous FPSO/FLNG projects
- Estimation of yard workload and offshore campaign durations
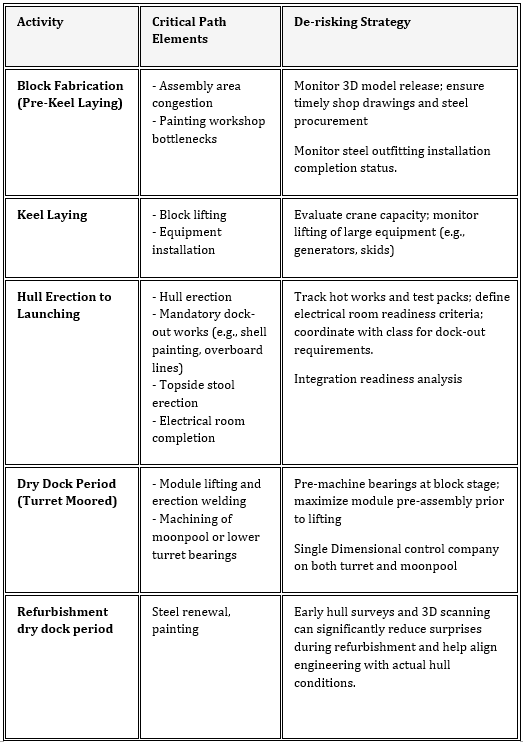
The following sections break down critical path elements by facility and macro activity, with associated strategies to de-risk execution.
Part 1: Hull Construction and Refurbishment in FPSO and FLNG Projects
Introduction
The hull is the structural backbone of any FPSO or FLNG unit. Whether newly built or refurbished, the hull must support massive topside modules, accommodate marine systems, and ensure long-term operability in harsh offshore environments.
Historically, FPSO projects often utilized converted VLCCs (Very Large Crude Carriers) due to the relatively simpler topside modules and shorter equipment delivery timelines. However, as topside systems have become more complex—especially with the integration of turbomachinery and advanced processing units—the industry has shifted toward new-built hulls. These offer several advantages: no need for steel renewal or refurbishment, full compliance with project specifications, and optimized layouts for long-term operations.
New-built hulls also provide the necessary space and infrastructure to accommodate modern technologies such as dual-fuel generators, which require larger machinery rooms and enhanced safety systems. This trend reflects the market's growing preference for purpose-built floating facilities that support operational efficiency and future scalability.
In refurbishment projects, hull renewal typically requires at least two separate dry dock periods. This is due to the need for temporary support repositioning: structural supports used during steel renewal and coating works must be relocated between dry dock sessions to allow full access to all hull areas. This sequencing is critical to ensure complete coverage and compliance with classification society requirements.
Lastly, both hull new build and refurbishment must account for the installation of cargo pump columns. In FPSO and FLNG projects, this installation is typically mandatory before topside module lifting. Therefore, an early installation analysis is essential to determine whether this activity could fall on the critical path for topside module integration.
New Built Hull (Spread Moored or Turret Moored)
New-built hulls offer significant advantages in terms of layout optimization and future-proofing. They allow for strategic placement of machinery spaces, separation of noisy and quiet zones, and compliance with fire zoning requirements. This flexibility supports integration of modern technologies such as dual-fuel generators, hybrid propulsion systems, and even future carbon capture modules.
From a project execution standpoint, new-built hulls eliminate the uncertainties associated with steel condition, legacy systems, and hidden defects. All equipment is procured to meet current project specifications, and the hull is designed to accommodate topside modules with precise interface alignment. This results in improved schedule predictability and reduced risk during commissioning and start-up phases.
The choice between refurbishment and new-built hulls is often determined at the yard level. Yards like Wison, SHI, and HHI specialize in new-built construction, offering high-capacity fabrication yards and advanced integration capabilities. Meanwhile, Dubai Dry Docks and HRDD focus on refurbishment, leveraging their experience with VLCC conversions. Cosco and CIMC are uniquely positioned to handle both approaches, providing flexibility based on project needs and timelines.
Refurbishment of Existing Hulls
For converted FPSOs or FLNGs, hull refurbishment introduces its own set of challenges:
Steel Renewal: Assess corrosion and fatigue zones; plan for steel replacement in tanks and structural areas.
Coating and Blasting: Schedule blasting and painting in parallel with structural works to avoid bottlenecks.
Machinery and Marine Systems: Upgrade or replace ballast systems, bilge pumps, and power generation units.
Integration Readiness: Ensure hull modifications align with topside module interface requirements.
In addition to structural and mechanical challenges, refurbishment projects must also navigate regulatory and classification society constraints. Compliance with standards from organizations such as ABS or DNV requires thorough documentation, inspections, and testing. Safety risks are elevated during hot work operations in confined spaces, necessitating strict permit-to-work systems and fire watch protocols.
New Built Hull (Spread Moored or Turret Moored)
Hull Erection Efficiency and Crane Capacity
Hull erection time in dry dock is strongly influenced by the number of lifts required, as each lift introduces additional welding and alignment work under confined and logistically challenging conditions. This makes dry dock erection inherently less efficient compared to pre-assembly in open fabrication areas.
Key Principle:
The larger the block lifted into the dock, the fewer lifts required, resulting in a shorter and more efficient erection campaign.
Traditionally, dry docks are equipped with gantry cranes rated between 600 and 2,500 tons, which limit block size and increase the number of lifts. In contrast, some advanced shipyards utilize barge cranes—either in dry dock or floating dock configurations—with capacities far exceeding gantry cranes. For example:
SHI barge crane: ~9,000 tons
HHI barge crane: ~10,000 tons
This capability enables lifting of giga blocks (2,000–7,000 tons), dramatically reducing the number of lifts and associated welding in dry dock.
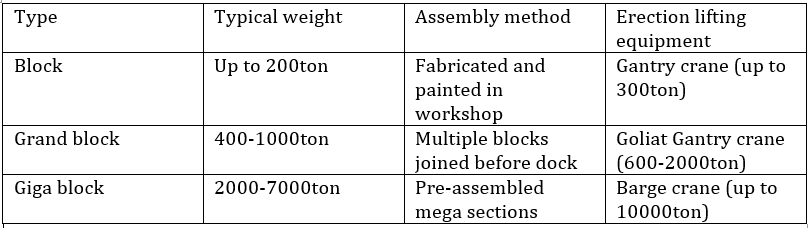
Block Size Definitions:
Block
A pre-fabricated steel section of the hull, typically assembled in a workshop and painted before being moved to the dry dock. Blocks are the basic modular units in shipbuilding and usually weigh up to ~200 tons, limited by painting shop and transport constraints.
Grand Block
A larger assembly formed by joining multiple blocks together before dry dock erection. Grand blocks reduce the number of lifts and welding operations in the dock, improving efficiency. Typical weight range: 400–1,000 tons, lifted by gantry cranes.
Giga Block (also called Mega block)
An ultra-large pre-assembled section of the hull, often weighing 2,000–7,000 tons or more, created by joining multiple standard blocks together before final assembly in the dock. These require barge cranes with capacities of 9,000–10,000 tons (as seen in advanced yards like SHI and HHI). Giga blocks minimize dry dock work and accelerate hull erection schedules. This term is widely used in industry but is not formally standardized.
By leveraging barge cranes, yards can optimize hull erection schedules, minimize confined-space welding, and improve overall dry dock efficiency.
Activities Critical for Dry Dock Completion and Dock‑Out Approval
Prior to dry dock flooding and dock‑out, a defined set of activities constitute Class survey hold points and therefore represent non‑negotiable constraints on the hull construction schedule. In accordance with ABS and DNV Rules, air testing (or equivalent tightness testing accepted by Class) shall be completed for all ballast tanks, void spaces, cofferdams, and other watertight compartments to verify hull integrity. In addition, all openings to sea—including sea chests, overboard discharges, shell valves, and hull penetrations—shall be fully installed, examined, and tested to the satisfaction of Class prior to dock flooding.
Furthermore, external hull coating works below the summer load line, together with statutory and Class-required markings (draft marks, freeboard marks, reference and identification markings), are required to be completed in dry dock. These items are typically recorded as mandatory dry dock completion criteria, and failure to achieve them prior to dock‑out may result in delayed issuance of Class concurrence for flooding, directly impacting the project critical path.
Cryogenic Cargo Containment Systems and Class‑Driven Sequencing Constraints (FLNG)
For FLNG units, the selected cryogenic cargo containment system significantly affects hull construction sequencing under Class rules, albeit with different impacts on schedule criticality. GTT membrane containment systems impose very stringent requirements on inner hull surface flatness, fairing, and dimensional tolerances, as verified through Class‑approved inspection and acceptance criteria. However, from a schedule standpoint, membrane installation activities are not normally on the hull critical path, as they may be executed after dock‑out, typically during topside integration, subject to Class approval and adequate control of hull deformation.
In contrast, SPB (Self‑Supporting Prismatic Type B) containment systems introduce explicit pre‑dock‑out construction obligations. SPB tanks are structural cargo tanks and therefore must be fully erected, inspected, and lifted onboard prior to dock‑out, as the installation of the main deck structure is performed only after tank installation. Additionally, air testing or tightness testing of adjacent ballast tanks and void spaces, required by Class, can only be completed once all structural erections related to the SPB tanks are finalized. Consequently, when SPB technology is selected, cryogenic cargo containment works become an integral part of the dry dock completion scope, with direct influence on dock‑out readiness and overall hull schedule criticality.
you can find more information on Cryogenic Containment System at this links below
https://floatersintelligentia.com/blog/u7bwo7z0nfevn52gmbwruyzr8kifk1
https://floatersintelligentia.com/blog/floaters-intelligentia
Conclusion
Hull construction and refurbishment remain foundational to the successful execution of FPSO and FLNG projects, with schedule robustness determined not only by steel readiness but by the alignment of construction sequencing, lifting strategy, and Class‑imposed constraints. Early decisions on block size, pre‑assembly level, and crane capability—particularly the ability to deploy grand and giga blocks using high‑capacity barge cranes—have a decisive impact on dry dock efficiency by reducing the number of lifts, confined‑space welding, and associated quality and safety risks.
Beyond erection productivity, the hull schedule is ultimately governed by mandatory Class hold points for dry dock completion. Activities such as hull tightness testing of tanks and voids, verification and testing of openings to sea, and completion of external hull coatings and statutory markings constitute non‑negotiable prerequisites for dock‑out approval. These requirements are schedule “hard stops” and must be explicitly integrated into critical path analysis rather than treated as residual close‑out works.
For FLNG units, hull execution strategy must also account for the selected cryogenic cargo containment technology. While GTT membrane systems impose stringent inner hull flatness and dimensional control requirements, they provide greater schedule flexibility by allowing installation after dock‑out, typically during topside integration. In contrast, SPB containment systems introduce inherent pre‑dock‑out constraints, requiring tank erection, installation, and associated structural completion before flooding the dock, thereby directly influencing dry dock duration and hull criticality.
Ultimately, effective de‑risking of the hull critical path requires an integrated approach—combining early lifting and block strategy optimization with a clear understanding of Class rules and containment system constraints. Projects that achieve early alignment between yard capability, Class requirements, and FLNG‑specific technical choices are best positioned to protect dock‑out milestones and preserve overall schedule integrity.